15106358106
15553681371
15106358106
15553681371

手機(jī):15106358106 李經(jīng)理
手機(jī):15553681371 王經(jīng)理
郵箱:2756355558@qq.com
地址:山東聊城經(jīng)濟(jì)開發(fā)區(qū)蔣官屯工業(yè)園區(qū)

因此,本發(fā)明要解決的技術(shù)問題是:提供一種可以控制毛管表面裂紋產(chǎn)生的20#無縫鋼管制備方法。
為了解決以上技術(shù)問題,本發(fā)明的技術(shù)方案是:一種20#無縫鋼管的制備方法,包 括穿孔工序和冷卻工序,在所述穿孔工序中,熱軋穿孔時(shí)斜軋穿孔,管坯作螺旋運(yùn)動(dòng),穿孔 速度控制在1.4-1.8m/s。
熱軋穿孔時(shí)管坯作螺旋運(yùn)動(dòng)(斜軋穿孔),穿孔速度(即軋輥旋轉(zhuǎn)線速度)控制在 1.4-1.8m/s,減少在穿孔變形高溫區(qū)高速滑動(dòng)摩擦條件下劇烈的溫升,防止毛管表面裂紋的 產(chǎn)生。速度過低,穿孔結(jié)束時(shí)由于慣性力不足而使毛管拋出困難產(chǎn)生軋卡(后卡)故障。
在一個(gè)優(yōu)選的實(shí)施方案中,連接頂頭的頂桿上近頂頭處朝頂頭方向鉆一斜向小孔。
進(jìn)一步地,所述小孔與頂桿軸向夾角為45-60°。所述小孔的孔徑為3-5mm。
優(yōu)選的是,所述冷卻工序中冷卻水流經(jīng)空心的頂桿;所述冷卻水的壓力為0.2-0.4MPa。 冷卻水經(jīng)過空心頂桿內(nèi),通過小孔對(duì)頂頭和穿孔毛管進(jìn)行冷卻,從而可以更有效控制毛管內(nèi) 表面裂紋的產(chǎn)生。頂頭因穿孔高溫和受壓力,不能打孔,否則極易開裂,故選擇將孔打在頂 桿上。
優(yōu)選的是,所述穿孔溫度控制在1070-1110℃;穿孔變形量控制在60-68%。采用二輥斜 軋穿孔機(jī)對(duì)管坯進(jìn)行穿孔,穿孔溫度控制在1070-1110℃,可以更好地控制變形熱造成的毛 管表面裂紋,也可進(jìn)一步減少穿孔開始時(shí)產(chǎn)生軋卡(前卡)故障和荒管頭部產(chǎn)生雀皮等缺陷; 穿孔變形量控制在60-68%,如果穿孔變形量過小,會(huì)增加冷加工變形量(增加冷加工生產(chǎn) 道次)。在背景技術(shù)部分,表2中提到采用不同的穿孔溫度、變形量、穿孔速度仍無法避免 穿孔毛管尾部?jī)?nèi)表面縱向裂紋的產(chǎn)生。可以看出單純控制溫度和變形量并不能解決本發(fā)明的 技術(shù)問題,本發(fā)明在斜軋穿孔和控制速度的基礎(chǔ)上,將穿孔溫度和變形量控制在上述范圍, 可以更好地達(dá)到防止裂紋產(chǎn)生的效果。
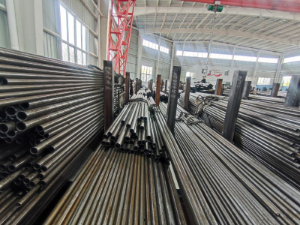
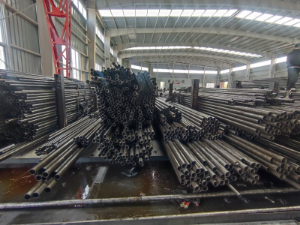
20#無縫鋼管生產(chǎn)主要工藝流程如下:管坯-加熱-穿孔-冷卻-精整-冷軋-脫 脂-熱處理-精整-冷軋/冷拔(循環(huán)至成品)-脫脂-熱處理-精整-檢驗(yàn)入庫(kù)。鋼管冷 軋、熱處理、精整(矯直、切管、酸洗等)工藝參照普通奧氏體不銹鋼生產(chǎn)工藝。
電話:15106358106 李經(jīng)理 15553681371 王經(jīng)理
郵箱:2756355558@126.com 地址:山東聊城經(jīng)濟(jì)開發(fā)區(qū)將官屯工業(yè)園
熱門標(biāo)簽:20#無縫鋼管 (20)45#無縫鋼管 (19)切割 (16)鋼管 (16)無縫 (16)加工 (6)20#無縫鋼管廠家 (4)厚壁 (3)大口徑 (3)45#無縫管 (3) 更多